كيف يتم ثني الأنابيب المعدنية: التفاصيل التكنولوجية للعمل
لقد وجدت الأنابيب المنحنية بزاوية تطبيقًا في الصناعات النفطية والكيميائية والهندسة الميكانيكية وهندسة الأجهزة.لا يمكن لأي مشروع معماري أو إنشائي الاستغناء عنها.
يمكن استخدام جميع أنواع التركيبات في المنعطفات، ولكن بعد ذلك قد تحدث تسريبات، وفي بعض الأحيان يكون هذا ببساطة غير مقبول لأسباب جمالية. يتم ضمان مظهر أكثر جاذبية وموثوقية عالية من خلال ثني الأنابيب - وهي عملية لا تنتهك سلامتها.
سنخبرك بأفضل طريقة لثني الأنابيب المعدنية باستخدام التكنولوجيا الباردة والساخنة. تصف المقالة التي قدمناها تفاصيل ثني الأنابيب المصنوعة من مواد مختلفة. يتم إعطاء ميزات العمل مع الأنابيب الجانبية والأنابيب المستديرة التقليدية.
محتوى المقال:
ملامح عملية الانحناء
كل معدن له خصائصه الخاصة، دون أخذها في الاعتبار، من المستحيل إعطاء المعدن المدرفل شكلاً معقدًا. يخضع الأنبوب المنحني لقوى شعاعية وعرضية.
الأول يشوه القسم، والأخير يساهم في ظهور الطيات. الشرط الرئيسي للنتيجة النهائية هو أن يبقى المقطع العرضي للأنبوب دون تغيير، ويجب ألا يكون هناك تموجات على الجدران. يتيح لك الانحناء تقليل عدد اللحامات عند وضع خطوط الأنابيب بجميع أنواع الانحناءات.
طرق ثني الأنابيب
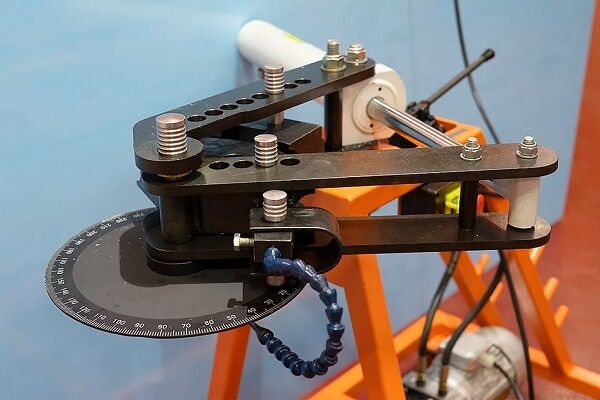
بناءً على زاوية الانحناء المطلوبة والمواد وقطر الأنبوب، يمكن إجراء الثني يدويًا أو باستخدام معدات خاصة. هناك أيضًا ثني ساخن وبارد، مع أو بدون ملء تجويف الأنبوب.

بعد إزالة الحمل، تحدث ظاهرة تسمى النابض، والتي تتناسب طرديًا مع معامل المرونة للمادة. يعتمد مقدار التشوه المحتمل أيضًا على طريقة الانحناء المستخدمة وهندسة الجسم.
تفاصيل التكنولوجيا الساخنة
يتم اختيار هذه الطريقة عندما يكون من الضروري ثني أنبوب يبلغ قطره 10 سم أو أكثر، ويتم تشويه الأنابيب الساخنة، سواء يدويًا أو باستخدام الآليات. هناك شيء مثل الحد الأدنى لنصف قطر الانحناء.
يتم تحديد طول منطقة الأنبوب التي تحتاج إلى التسخين بناءً على قطر الأنبوب وزاوية الانحناء. في هذه الحالة، لا يمكن أن يكون التقريب أقل من قطر الأنبوب مضروبًا في 3.
أوجد طول الجزء الساخن باستخدام الصيغة:
ل = α × د / 15
في الصيغة: L هو الطول المطلوب بالملم، α هي زاوية الانحناء بالدرجات، d هو القطر الخارجي للأنبوب بالملم، 15 هو المعامل. لنفترض أن الأنبوب الذي يبلغ قطره 200 مم يجب ثنيه بزاوية 60 درجة، ثم L = 60 × 200/15 = 800 مم، أي. 4 أقطار.

لثني الأنبوب، يجب تسخينه إلى 900 درجة. درجة الحرارة المثلى لبدء الانحناء هي 760 درجة مئوية وفي النهاية 720 درجة مئوية. عند حرقها، تتدهور خصائص قوة المادة.
تتضمن عملية الثني الساخن عدة عمليات:
- صنع قالب
- تعبئة الرمل
- وضع علامات على الموقع؛
- حرارة؛
- الانحناء.
لمنع تشوه المقطع العرضي للأنبوب وعدم تكوين بقع حلوة على الجزء الداخلي منه عند الانحناء، يتم ملء المساحة الداخلية برمال الكوارتز.
يتم أولاً تجفيف الرمل وتكلسه لإزالة الشوائب العضوية عند درجة حرارة تتراوح من 150 إلى 500 درجة مئوية، ثم يتم تمريره عبر منخل ناعم بحجم خلية يبلغ 3.3 × 3.3 ملم. قبل أن تبدأ في حشو الأنبوب، عليك أن تقوم بتوصيل أحد طرفيه.
تستخدم المقابس الخشبية أو المعدنية ذات الفتحة لخروج الغازات كمقابس. لا يمكن استخدام الرمال الناعمة والرطبة، لأن... الأول متكلس تحت التأثير الحراري ويلتصق بقوة بجدران الأنابيب.
والثاني، نتيجة لتشكيل البخار، يساهم في تطوير ارتفاع الضغط الداخلي، مما قد يؤدي إلى تطاير القابس. إن وجود الحجارة في العبوة أمر غير مقبول، فيمكنهم دفع جدار الأنبوب.
عملية حشو الأنبوب تتطلب عمالة مكثفة للغاية، لذلك يتم نقله إلى البرج وإعطاءه وضعية مائلة أو رأسية قليلاً. نظرًا لأن جودة الانحناء تعتمد بشكل مباشر على ضغط العبوة، يتم النقر على الأنبوب بشكل مستمر طوال العملية. يشير الصوت الباهت إلى أن قطعة العمل مملوءة جيدًا.
قبل المتابعة مباشرة إلى العملية الرئيسية، يتم رسم مناطق الانحناءات المستقبلية على أنبوب مملوء بالرمل، وإرفاق القالب. يتم تسخين الأنابيب في الأفران أو الأفران. ثني يدويًا وآليًا.
في الحالة الأخيرة، يتم استخدام لوحات خاصة، مزودة بأعمدة دفع، والتي يتم من خلالها تثبيت الجزء الساخن من الأنبوب، والمشابك التي تعمل على تثبيت نهاية الأنبوب على اللوحة.يتم وضع كابل على الطرف الآخر من الأنبوب، والذي يؤدي شده بمساعدة الرافعة أو الكابستان إلى ثني الأنبوب.
لمنع تشوه جدران الأنابيب، يتم وضع الحشيات - المستقيمة أو المنحنية - في مساحة حامل الأنبوب. يتم تأمين الطرف الحر مع الكابل المتصل به باستخدام حامل. أثناء العملية، تتم مراقبة هندسة الأنبوب من خلال تطبيق قالب عليه بشكل دوري.
بعد ثني الأنبوب بالزاوية المرغوبة، تتم إزالة المقابس منه عن طريق حرقها أو إزالتها ببساطة. يُسكب الرمل ويُنظف الأنبوب ويُغسل. قم بإجراء فحص الانحناء النهائي باستخدام القالب.
الانحناء البارد
لتغيير تكوين الأنابيب بأقطار صغيرة، يتم استخدام الأجهزة اليدوية المختلفة، للأقطار الكبيرة، يتم استخدام ثني الأنابيب الميكانيكية. في المنزل، غالبا ما يكون ثني أنابيب المياه والغاز مطلوبا. أنابيب الصلبالمستخدمة في بناء أنظمة إمدادات المياه والتدفئة.
يُطلق على ثني الأنبوب عند 90 درجة اسم الانحناء، و180 درجة عبارة عن لفة، وتشكيل الحافة عبارة عن لحمة، وعلى شكل حلقة عبارة عن قوس.

هناك أجهزة أخرى للثني اليدوي. في المنزل، لصنع ملف لتسخين المياه، يتم ببساطة لف أنبوب من الفولاذ المقاوم للصدأ يبلغ قطره حوالي 20 مم على قطعة من الأنابيب ذات القطر الكبير. أولاً، يتم لحام الدعامة على أنبوب كبير، ويتم وضعها على دعامات وتثبيتها.
يتم ملء الأنبوب بإحكام بالرمل وإغلاقه بالمقابس، ثم يتم إدخاله في الحامل ويبدأ اللف. يجب أن يكون الأنبوب المستخدم كقالب ملتويًا، لذلك سيتطلب جهود شخصين على الأقل. بعد الانتهاء من اللف، يتم تسوية الملف.

يمكن ثني الأنابيب المصنوعة من الفولاذ المقاوم للصدأ أو أي مادة أخرى في المنزل باستخدام أبسط جهاز. يُنصح باستخدامه لكميات صغيرة من العمل.
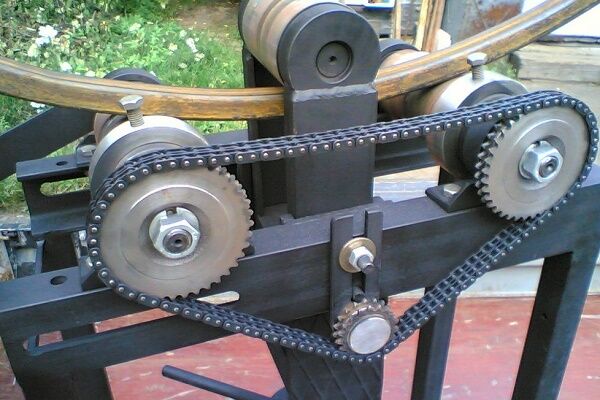
يمكنك بناء آلة ميكانيكية بسيطة لثني الأنابيب بيديك، خاصة إذا كانت لديك مهارات اللحام وعلى دراية بآلة اللحام:
لصناعة بدائية جهاز ثني الأنابيب أنت بحاجة إلى لوح خرساني ودبابيس معدنية ومثقاب مطرقة. يتم تقسيم البلاطة إلى خلايا 40 × 40 أو 50 × 50 مم. باستخدام المثقاب، يتم حفر ثقوب في زوايا الخلايا ويتم إدخال المسامير فيها.
يتم إدخال المنتج الأنبوبي بين المسامير ويتم ثنيه باستخدام القوة. إن الدقة في طريقة الثني هذه ليست مثالية، ولكنها كافية تمامًا لاستخدام قطعة العمل في المنزل. للانحناء بدقة أعلى، يمكنك استخدام جهاز مصنوع على أساس المقبس.

لمنع تشوه التجويف الداخلي للأنبوب، يتم استخدام وسائل لمواجهة هذه العملية من الداخل. غالبًا ما يستخدم الرمل كمحددات داخلية. في هذه الحالة، يتم إدخال قابس في أحد طرفي الأنبوب، ويتم سكب الرمل من خلال الطرف الآخر، ثم يتم توصيله بقابس. بعد ذلك، يتم تنفيذ الانحناء.
في بعض الأحيان يكون المحدد عبارة عن زنبرك مصنوع خصيصًا لهذا الغرض. لللف، يتم استخدام سلك يبلغ قطره من 1 إلى 4 ملم. يجب أن يتناسب الزنبرك بحرية مع الأنبوب عند نقطة الانحناء، ويتم ترك جزء من السلك بالخارج.
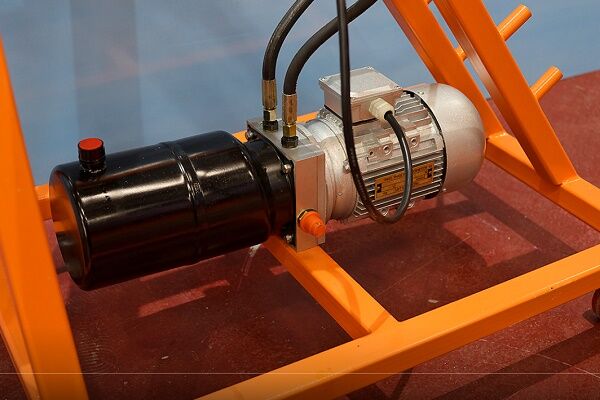
النظام الهيدروليكي للأدوات اليدوية والآلات المحمولة والثابتة يسهل بشكل كبير عملية الثني ويسرع عملية تشوه الأنابيب:
بعد اكتمال الثني، تتم إزالة الزنبرك عن طريق سحب السلك. عند العمل باستخدام أنبوب ذو مقطع عرضي مربع، يتم اختيار سلك بنفس المقطع العرضي لصنع الزنبرك.
إن حزمة الأسلاك التي تتكون من أجزاء منفصلة، والتي يتم دفعها إلى الداخل واحدة تلو الأخرى إلى نقطة الانحناء المستقبلية، مناسبة أيضًا لهذا الغرض. بعد اكتمال العملية، تتم أيضًا إزالة الأجزاء واحدة تلو الأخرى. يمكنك ثني أنبوب غير قابل للصدأ يدويًا بمقطع عرضي يصل إلى 4 سم وسمك جدار يبلغ 0.3 سم.

للعمل بأقطار كبيرة يتطلب معدات احترافية. هناك آلات ثني الأنابيب مجهزة بالشياق. هذا العنصر الهيكلي عبارة عن قضيب معدني عادي.

قبل البدء بعملية الثني يتم وضعها بالداخل لمنع تشوه جدران الأنابيب. تحتوي الشياق المتضمنة في المجموعة على أقسام مختلفة، لذا يمكنك اختيار المقطع الذي تحتاجه لقطر معين من منتجات الأنابيب.
تغيير تكوين الأنابيب المصنوعة من المعادن غير الحديدية
تتمتع المعادن غير الحديدية بخاصية مفيدة للغاية - ليونة عالية. ومع ذلك، فهي ليست قوية بما فيه الكفاية. أثناء عملية الثني، نتيجة لتطبيق قوى الضغط والشد، قد ينهار الأنبوب أو يتمزق. لمنع حدوث ذلك، يجب عليك اتباع التكنولوجيا بدقة.
كيفية ثني الأنابيب النحاسية والنحاسية؟
يتم استخدام كلا الطريقتين الساخنة والباردة لثني الأنابيب النحاسية والنحاسية. عند اختيار الأول، يتم اختيار الرمل كحشو داخلي، ويستخدم الصنوبري المنصهر كالحشو الثاني. تقنية الانحناء هي نفسها المستخدمة في الأنابيب الفولاذية.
تخضع المنتجات الأنبوبية المصنوعة من النحاس والنحاس للتليين والتبريد اللاحق قبل الانحناء البارد. نطاق درجة الحرارة لكلا المادتين هو نفسه - من 600 إلى 700 درجة مئوية. يكمن الاختلاف في وسط التبريد - حيث يتم وضع النحاس في الماء، ويتم تبريد النحاس في الهواء.
بمجرد اكتمال العملية، تتم إزالة الصنوبري عن طريق صهره. لمنع تمزق الأنبوب، لا ينبغي أبدًا أن تبدأ العملية من منتصف الأنبوب، بل من الأطراف فقط. يتم استخدام كل من الأدوات البسيطة والمعدات الآلية المعقدة كأجهزة ثني.
تعمل ماكينات ثني الأنابيب اليدوية بسبب الجهود البدنية البشرية، بينما تعمل الماكينات الهيدروليكية على تقليل هذه الجهود إلى الحد الأدنى. كلاهما مجهز بفوهات قابلة للتبديل للسماح لك باختيار القطر المطلوب.

من الأسهل بكثير العمل مع الأنابيب النحاسية والنحاسية مقارنة بالأنابيب الفولاذية، لكن تشوه المعدن أثناء الانحناء يحدث وفقًا لنفس قوانين الفيزياء. في قسم الانحناء، يتعرض السطح الخارجي للتوتر، ونتيجة لذلك تصبح الجدران أرق.
تحدث عمليات عكسية داخل الأنبوب - حيث يتقلص الجدار ويصبح أكثر سمكًا. هناك خطر أن يتحول المقطع الدائري إلى شكل بيضاوي ويقلل القطر الاسمي، لذلك لا ينبغي البدء في الثني دون اتخاذ التدابير اللازمة لمنع هذه الظواهر.
ثني أنابيب الألومنيوم
الطرق الأساسية ثني أنابيب الألومنيوم نفس النحاس أو النحاس:
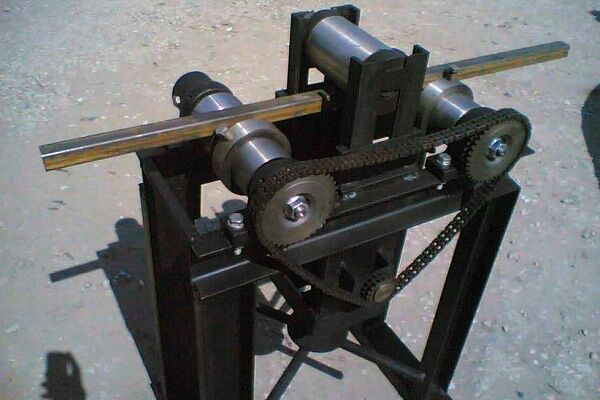
- الدفع بين البكرات
- المتداول.
- التراجع؛
- ضغط.
قبل اتخاذ قرار بشأن كيفية وبأي طريقة لثني أنابيب الألومنيوم، عليك أن تتعرف على كل منها. يتم استخدام الطريقة الأولى للأنابيب ذات الجدران الرقيقة التي يبلغ قطرها الأقصى 10 سم، عندما يكون من الضروري الحصول على انحناء لطيف مع متطلبات دقة منخفضة. يتم تنظيم الحد الأدنى لنصف القطر بشكل صارم هنا. حجمها هو 5-6 أقطار الأنابيب.
يتم تحديد انحناء القسم من خلال موضع أسطوانة الانحراف. غالبًا ما يتم تصنيع العناصر الزخرفية الداخلية بهذه الطريقة. الطريقة الثانية هي ثني مادة الأنابيب ذات القطر الكبير، حيث يتم استخدام ثني الأنابيب ذات 3 بكرات.يتم سحب الأنبوب بين بكرات المحرك، والتي يحدد اتجاهها نصف قطر الانحناء.

دقة هذه الطريقة أقل من الطريقة السابقة، ولكن يمكن إعادة ثني الجزء وتكرار العملية حتى يتم تحقيق الشكل الهندسي المطلوب.
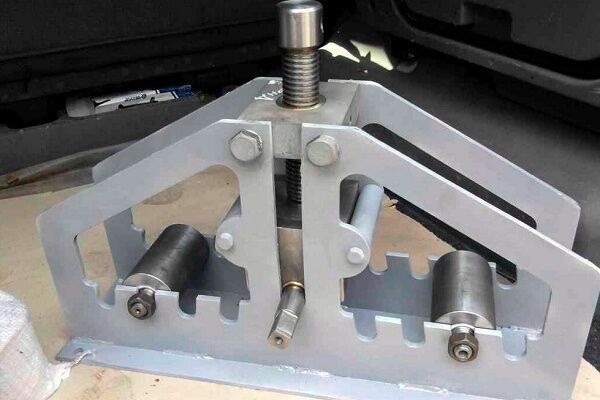
يمكن إجراء ثني أنابيب الألومنيوم ذات الجدران الرقيقة يدويًا مع التحضير المناسب:
لا توفر طريقة التدحرج وجود حشو داخلي، لذلك لا يتم استخدامه للحصول على أنصاف أقطار صغيرة.عند اختيار هذه الطريقة، لن يكون من الممكن الوفاء بالمتطلبات الصارمة فيما يتعلق ببيضاوية القسم عند المنعطف.
لتشويه أنبوب الألمنيوم بالضغط، يتم استخدام المكابس مع الطوابع المثبتة عليها بمصفوفة الشكل المطلوب. يتم الحصول على الهندسة المعطاة نتيجة لتأثير الضغط الممارس من الخارج.
وفي بعض الحالات يمكن أن يكون الضغط داخليا، حيث يتم وضع الأنبوب في قالب ويتم إمداد السائل بداخله بقوة كافية لضغطه على الجدران.
ليس من السهل ثني أنابيب دورالومين، لأن... هذه المادة صلبة ونابضة بالحياة. ولتسهيل العملية يتم تسخينها مباشرة قبل ثنيها عند درجة حرارة تتراوح بين 350 إلى 400 درجة مئوية، ثم الانتظار حتى تبرد الأنابيب بشكل طبيعي في الهواء.
طرق ثني الأنابيب ذات القطر الكبير
الأساليب التي ظهرت مؤخرًا نسبيًا هي ثني الأنابيب باستخدام التيارات الصناعية وعالية التردد والانحناء بالتوتر. في الحالة الأولى، يتم استخدام تركيب عالي الأداء وعالي التردد، حيث يتم تسخين وثني وتبريد أنبوب بقطر 95 - 300 مم.
يتكون من جزأين - جزء ميكانيكي على شكل آلة ثني وجزء كهربائي يشتمل على جزء كهربائي وتركيب عالي التردد.
يتم تشويه الأنبوب فقط في المنطقة الساخنة الموجودة في منطقة الحث. تتغير الهندسة إلى حجم معين تحت تأثير الأسطوانة المنحرفة. باستخدام هذه الطريقة، يمكنك الحصول على انحناء بانحناء نصف قطر صغير.
يتم إجراء الثني بالطريقة الثانية على آلات الثني والتمدد والتي تشمل طاولة دوارة. يتعرض الأنبوب لقوى شد وانحناء كبيرة. هذه هي الطريقة التي يتم بها الحصول على الانحناءات شديدة الانحدار بسماكة جدار ثابتة على طول المحيط بأكمله.
يتم استخدام هذه الطريقة لثني الأنابيب ذات القطر الكبير المستخدمة في صناعات الطيران والسيارات وبناء السفن، حيث يتم وضع متطلبات عالية على خطوط الأنابيب. الميزة هي القدرة على ثني الأنابيب بجدار 2-4 مم بمقدار 180 درجة.
ملامح الانحناء الشخصي
تتمتع منتجات الأنابيب الجانبية بمظهر جمالي أكثر من نظيراتها المستديرة، ولهذا السبب توجد غالبًا في الهياكل المنزلية. عند الانحناء تؤثر عليه قوة ضغط من الداخل وقوة شد من الخارج. يجب عليك تحديد طريقة الانحناء بعناية قبل بدء هذه العملية.
يشمل نطاق التشكيل الجانبي الأنابيب ذات المقطع العرضي على شكل مربع أو بيضاوي أو مستطيل.
هناك العديد من الفروق الدقيقة ويجب ألا تنساها عند القيام بذلك أنابيب ملف تعريف مرنة في المنزل دون معدات خاصة:
- الطول الأمثل لقسم الانحناء للأنابيب المموجة ذات الجدران الرقيقة والمقطع العرضي الذي يصل إلى 2 سم هو ارتفاع الأنبوب مضروبًا في 2.5.
- بالنسبة للأنابيب ذات الجدران السميكة، يتم تحديد طول منطقة الانحناء عن طريق ضرب المقطع العرضي بثلاثة. وبخلاف ذلك، لا يمكن تجنب تشقق المادة من الخارج أو تشوهها من الداخل.
- الحد الأدنى لقيمة نصف قطر الانحناء هو قسم الانحناء مضروبًا في 2.5.
وبدون أخذ هذه المتطلبات بعين الاعتبار، لا يمكنك حتى أن تأمل في الحصول على نتيجة جيدة. لا تختلف طرق الانحناء عن تلك المستخدمة عند العمل مع المنتجات ذات المقطع العرضي المستدير. بالإضافة إلى ذلك، يمكنك استخدام طريقة الانحناء اليدوية مع القطع المتقاطعة، والتي يتم إجراؤها على ثلاثة جوانب من الأنبوب.
يتم تحديد طول التخفيضات وعددها من خلال الحسابات. لنفترض أن هناك أنبوبًا مقاس 40 × 90 مم. تحتاج إلى أداء دورة كاملة، أي. ينحني على طول الجدار 40 ملم بزاوية 180 درجة ونصف قطرها 150 ملم. أولاً، احسب طول نصف الدائرة بناءً على نصف القطر الخارجي:
L = (2π r: 2 = 2x3.14x190) : 2 = 596.6 ملم
بالنسبة لنصف القطر الداخلي، الحسابات هي نفسها:
لين. = (2 × 3.14 × 150) : 2 = 471 ملم.
يتم تحديد مجموع أطوال القطع على نصف القطر الداخلي بالصيغة: Lout = L – Lin = 596.6 – 471 = 126 مم.
أولئك الذين يريدون أن يفعلوا ذلك بأنفسهم بندر الأنابيب اليدوي أو آلة ثني الأنابيب الشخصية بأيديك، ستجد في المقالات التي نقدمها الكثير من المعلومات المفيدة والرسوم البيانية والتوصيات المفيدة.
إذا أخذنا في الاعتبار أن المطحنة يمكنها عمل قطع بعرض 5 مم، فعندئذٍ على مستوى الانحناء بطول 126 مم، ستحصل على 25 شقًا، وبعد ذلك يتم ثني الأنبوب حتى تتلامس حواف القواطع. يتم لحام الفتحات وتنظيف اللحامات.

هناك طريقة أخرى لثني الأنابيب الجانبية والمستديرة، ولكن لا يمكن استخدامها إلا في فصل الشتاء. للقيام بذلك، أدخل المقابس في نهايات الأنبوب، صب الماء في الداخل وانتظر حتى يصلب. يتم ثني الأنبوب، ويتم التحكم في العملية باستخدام قالب، ثم تتم إزالة المقابس وإزالة السائل.
استنتاجات وفيديو مفيد حول هذا الموضوع
الفيديو رقم 1. كيفية ثني الأنبوب باستخدام الوسائل المرتجلة، سوف تتعلم من هذا الفيديو:
الفيديو رقم 2. كيفية ثني أنبوب من أي مقطع عرضي في دائرة:
الفيديو رقم 3. يعد جهاز ثني الأنابيب محلي الصنع أمرًا ضروريًا في المنزل:
عند إجراء إصلاحات أو بناء منزل، غالبا ما تنشأ الحاجة إلى ثني الأنبوب - مستدير أو جانبي. إذا كان الحجم صغيرا، يمكنك أن تفعل ذلك بنفسك. لا يمكن الانحناء الشامل لمنتجات الأنابيب إلا باستخدام معدات خاصة.
أخبرنا عن كيفية ثني أنبوب معدني لبناء دفيئة أو لأغراض أخرى. شارك مع زوار الموقع الفروق التكنولوجية المعروفة لك فقط. يرجى كتابة التعليقات في المربع أدناه، ونشر الصور المتعلقة بموضوع المقالة، وطرح الأسئلة.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
مقالة رائعة :)