كيفية لحام اللحامات الرأسية والأفقية باستخدام اللحام الكهربائي: تعليمات خطوة بخطوة
اللحام الكهربائي هو تقنية لدمج هيكل المعادن عن طريق التسخين والصهر بقوس كهربائي.وقد انتشر على نطاق واسع في مختلف مجالات الاقتصاد الوطني بما في ذلك القطاع الخاص.
في الواقع، يمكن استخدام هذه الطريقة في لحام أي معادن مع بعضها البعض، مع مراعاة درجة حرارة القوس الكهربائي (7000-8000 درجة). ولكن قبل التحول إلى هذه التكنولوجيا، سيتعين عليك تعلم كيفية لحام التماس العمودي باستخدام اللحام الكهربائي، وفهم تقنية الحصول على التماس الأفقي.
محتوى المقال:
اللحامات: تعريفات عامة
ترتبط تكنولوجيا لحام المعادن ارتباطًا وثيقًا بمفهوم اللحام. ويتكون هذا أثناء عملية تصلب المعدن المنصهر بواسطة اللحام بالقوس الكهربائي.
اعتمادًا على موقع اللحام، يمكن وضع خط التماس أفقيًا أو رأسيًا. بالإضافة إلى ذلك، يمكن أن يكون الموقع المكاني للتماس السفلي أو الجانبي أو العلوي.

يعتبر أبسط وأسهل أداء هو وضع اللحامات في مستوى الأفق السفلي. في مثل هذه الظروف، من السهل جدًا التحكم في المعدن المنصهر.

يتم التعرف على الخيارات المتبقية لموقع اللحامات في الفضاء (الجانب والأعلى) على أنها صعبة التنفيذ من الناحية التكنولوجية، وتتطلب دراسة تقنيات اللحام وتطوير الخبرة ذات الصلة.
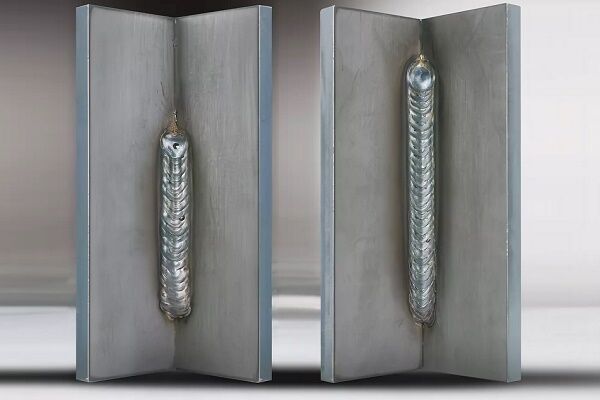
كيفية لحام التماس العمودي؟
تعود صعوبة التحكم في اللحام عند إنشاء خط عمودي إلى ظاهرة فيزيائية شائعة - الجاذبية. وهذا يؤثر على كتلة المعدن المنصهر، الذي يندفع إلى الأسفل وهو في حالة سائلة.
هنا، تتمثل إجراءات اللحام المحترف في منع الكتلة المنصهرة من الخروج من موقع اللحام. سيساعد القوس الكهربائي المحترق بثبات، والذي يتم تثبيته عند الحد الأدنى للمسافة المسموح بها من نهاية القطب الكهربائي إلى حوض اللحام، على تحقيق هذه النتيجة.
تقنية من أسفل إلى أعلى
عادة ما يتم لحام المفصل العمودي عن طريق تحريك القطب الكهربائي في الاتجاه من الأسفل إلى الأعلى. يوفر هذا المسار تحكمًا أكثر استقرارًا، ويحمل القوس الكهربائي حمام الذوبان بثقة، مما يمنع الانتشار. من خلال المرور من الأسفل إلى الأعلى، يمكن تشكيل التماس العمودي بأعلى جودة.

وبطبيعة الحال، قبل البدء في لحام التماس العمودي، ينبغي إعداد الحدود المشتركة ومعالجتها وفقا للمتطلبات الفنية. يجب تعديل آلة اللحام وفقًا لظروف اللحام (ضبط التيار، اختيار القطب).
في البداية، يتم عمل عدة "مسامير" موضعية على طول خط الوصل - اللحام بدرزة قصيرة (1 - 2 سم).الغرض من هذه الإجراءات هو منع إزاحة الأجزاء الملحومة أثناء عملية التسخين بسبب تشوه درجة الحرارة.

عند لحام مفصل عموديًا، يتم الحفاظ على زاوية تثبيت القطب بالنسبة للمستوى الذي يقع عليه التماس في حدود 45-90 درجة.
تحدد تعليمات اللحام الإجراءات التالية:
- يؤدي اتصال القطب بالمعدن إلى إشعال قوس.
- يتم عمل "مسامير" عند 3-4 نقاط على طول الخط المشترك من المنتصف إلى الحواف.
- يبدأ اللحام عند أدنى نقطة من الخط المشترك.
- يتم توجيه شوط القطب إلى الأعلى، ويتم تثبيت حوض اللحام في منطقة العمل.
يجب أن يتقدم القطب بسرعة معتدلة. معيار السرعة الرئيسي هو تكوين الكمية المثلى من الذوبان في حوض اللحام.
بالتزامن مع السكتة الدماغية العمودية للقطب الكهربائي ، يُسمح بحركات متعرجة عرضية في "الهلال" أو "متعرجة" أو "نمط" آخر. لكن تقنية السكتة المستعرضة تبدو ذات صلة فقط بالمعادن التي يزيد سمك جدارها عن 4 مم.
يوصى بلحام المعدن بدرزة عمودية في مسار واحد دون توقف. بالنسبة لحاملي المبتدئين، يبدو هذا صعبا. ومع ذلك، يتم اكتساب الخبرة بسرعة.
تقنية من أعلى إلى أسفل
بعد اكتساب الخبرة، يمكن لعمال اللحام بسهولة وضع التماس العمودي عن طريق تحريك القطب من أعلى إلى أسفل. ما هي الحيلة لإجراء مثل هذه العملية؟
الأمر بسيط: عند إشعال القوس الكهربائي، يتم وضع القطب بالنسبة لمستوى العمل بزاوية 90 درجة.بمجرد أن يبدأ المعدن عند نقطة تشكيل القوس في الذوبان، تتغير زاوية تركيب القطب بمقدار 15-20 درجة، مما يؤدي إلى خفض الحامل قليلاً.

يتم أيضًا توصيل أسلاك القطب على طول الخط المشترك للمعادن ذات الجدران السميكة باستخدام خطوط متعرجة عرضية ذات شكل "سن المنشار" أو "المستطيل". يستخدم بعض عمال اللحام تقنية توزيع الذوبان "الشبيه بالموجة".
وفي الوقت نفسه، فإن طريقة تشكيل التماس العمودي من الأعلى إلى الأسفل مصحوبة بصعوبات كبيرة بالنسبة للحام. ومع ذلك، وفقا للعديد من الخبراء، فإن اللحام في هذا النموذج يعطي أفضل نتيجة من حيث مؤشرات الجودة.
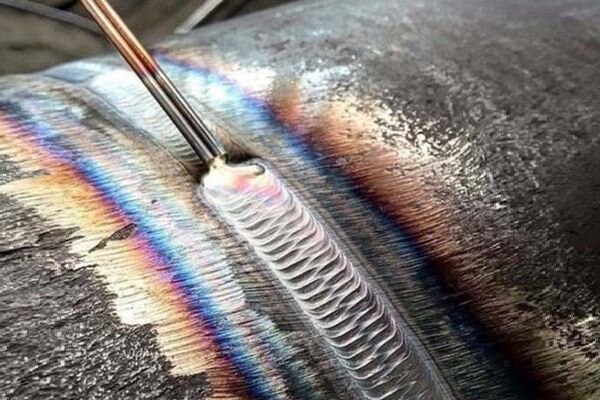
تكنولوجيا اللحام التماس الأفقي
خصوصيات لحام التماس الأفقي هي نفسها تقريبًا بالنسبة للحام الرأسي. الفروق الفنية - مرة أخرى، التلاعب بزوايا تركيب القطب.
يمكن اختيار اتجاه الحركة أثناء عملية لحام الأجزاء في الوصلة من أقصى اليسار إلى أقصى اليمين أو العكس. يتم تحديد الاختيار المحدد للاتجاه من قبل عامل اللحام، بناءً على درجة الراحة الشخصية.

ولكن كيف يتم لحام التماس الأفقي بشكل صحيح باستخدام اللحام الكهربائي لمنع الذوبان من التدفق خارج المسار بسبب قوة الجاذبية المؤثرة؟
هنا يحتاج عامل اللحام إلى تحديد موضع القطب الذي تكون فيه قوة القوس الكهربائي مكافئة لقوة الجاذبية للقطرات المعدنية.قد يكون من الضروري ضبط القوة الحالية واختيار السرعة المثلى لحركة القطب بشكل تجريبي.
عادةً ما يتم إجراء اللحام الأفقي بشكل مستمر حتى اكتماله. ومع ذلك، إذا لم تتمكن من الحفاظ على الذوبان (تجمع اللحام) تحت السيطرة، فيمكنك محاولة تغيير التقنية - قم بالتبديل إلى السكتة الدماغية مع الإطفاء الدوري للقوس.
تم تطوير كل هذه التفاصيل الدقيقة مع ظهور الخبرة في أداء أعمال اللحام. لذلك، لا تيأس إذا لم ينجح شيء في محاولاتك الأولى.

يتم عادةً تكوين خط أفقي بالعرض المطلوب وعمق الاختراق من خلال حركة عرضية دقيقة للطرف المحترق للقطب الكهربائي من حافة جزء متصل إلى حافة الآخر.
عند لحام المعادن التي يصل سمكها إلى 4 مم، يتم استخدام خيارات مختلفة لـ "نمط" السكتة العرضية للقطب الكهربائي. ولا توجد توصيات محددة في هذا الصدد. الشيء الرئيسي هو الحصول على عرض التماس المطلوب وعمق الاختراق.
القوس الكهربائي: التحكم في الطول الأمثل
يُطلق على حجم الفجوة بين الطرف الساخن للقطب الكهربائي والمستوى المعدني، الكافي لتكوين تفريغ كهربائي، طول القوس. أحد الركائز الأساسية لتعليم اللحام هو التحكم في طول القوس الأمثل.
من الناحية النظرية، في وضع اللحام، يمكن الحصول على ثلاث فجوات قوسية:
- قصير (1 - 1.5 ملم)؛
- طويل (3.5 - 6 ملم)؛
- عادي (2 - 3 ملم).
يتميز وضع الاحتراق بالقوس القصير بعدم كفاية تسخين المعدن عبر عرضه.في مثل هذه الحالات، على طول حواف التماس هناك ما يسمى "تقويض" - انخفاض صغير. يشير وجود مثل هذا العيب إلى انخفاض جودة اللحام.

عادةً ما يكون وضع اللحام بالقوس الطويل مصحوبًا بإطفاء دوري. هنا يوجد تسخين طفيف للمعدن في العمق. ليست هناك حاجة أيضًا للحديث عن جودة التماس الجيدة.
وبالتالي، فإن الخيار الوحيد المتبقي الذي يجب على اللحام المبتدئ التركيز عليه هو طول القوس الطبيعي، والذي يجب ألا يزيد عن Ld = 0.5-1.1 * De (Ld - طول القوس؛ De - قطر القطب الكهربائي).
التحكم في موضع القطب
يمكن تنفيذ عملية اللحام في موضع ما القطب زاوية للأمام، زاوية للخلف، زاوية قائمة. باستخدام أي من هذه الأساليب التكنولوجية الثلاث، يستطيع عامل اللحام إنشاء طبقات في ظروف إنتاج مختلفة.

وبالتالي، يتم استخدام طريقة "الزاوية الأمامية" تقليديا لربط العناصر ذات طبقات أفقية ورأسية في ظروف الموقع العلوي للأجزاء في الفضاء (لحام السقف). يتم استخدام نفس التقنية بنجاح في لحام وصلات الأنابيب الثابتة أو عند إنشاء وصلات محلية الصنع مواقد اسطوانة الغاز.
من خلال تثبيت القطب بشكل صارم في الزاوية اليمنى (90 درجة)، يضمن اللحام تنفيذ العمل في الأماكن التي يصعب الوصول إليها. وأخيرًا، تسمح تقنية "الزاوية الخلفية" بإجراء لحام عالي الجودة على مفاصل الزوايا.
عند تثبيت القطب الكهربائي بزاوية أمامية، عادةً ما يتم العمل مع معادن رقيقة الجدران. في هذا الموضع من القطب، يتم الحصول على خط واسع من العمق الضحل. على العكس من ذلك، يحاولون استخدام تقنية "الزاوية الخلفية" في المعادن ذات الجدران السميكة، مما يضمن تسخين المعدن إلى عمق كافٍ.
المعلمات الحالية وحركة القطب
تعد قيمة التيار وسرعة حركة القطب من العوامل المهمة التي تؤثر على جودة التماس. يصاحب اللحام بتيارات عالية تسخين المعدن إلى عمق كبير، مما يسمح لك بزيادة سرعة حركة القطب. بشرط وجود نسبة مثالية للتيار وسرعة حركة القطب، يتم الحصول على التماس عالي الجودة.
جدول المراسلات للتيار والقطب وسمك المعدن
| القوة الحالية، أ | قطر القطب، مم | سمك المعدن، مم |
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
عند تحريك القطب بسرعة معينة، ينبغي أن يؤخذ في الاعتبار حجم قوة القوس. لن يتمكن الإمداد السريع المفرط للقطب الكهربائي بطاقة منخفضة من توفير درجة حرارة تسخين كافية.
ونتيجة لذلك، لن يكون من الممكن لحام المعدن بالعمق المطلوب. سوف "يرقد" التماس ببساطة على السطح ، وبالكاد "يمسك" بحدود الحواف.

على العكس من ذلك، في ظروف التقدم البطيء للغاية للقطب الكهربائي، سيتم إنشاء جو محموم، مما يهدد بتشوه المعدن على خط اللحام. إذا كانت العناصر المعدنية لديها بنية رقيقة، فسوف يحترق القوس القوي ببساطة من خلال المعدن.
يمكنك التدرب بنجاح كعامل لحام مبتدئ وصقل مهاراتك في صنع الدرزات تصنيع موقد للاختبار، أساس الجسم عبارة عن أنبوب معدني.ننصحك بقراءة المعلومات المفيدة.
تعليمات لحام المبتدئين
لا يمكن تنفيذ أعمال اللحام إلا إذا تم استخدام المعدات المناسبة.
المجموعة القياسية تحتوي على:
- سترة، بنطلون، قفازات، أحذية مصنوعة من مواد مقاومة للحريق ومتينة وقوية.
- غطاء الرأس الذي يغطي الجزء الخلفي من الرأس بالكامل.
- قناع وقائي خاص للوجه والعينين.
لإجراء اللحام، يجب عليك استخدام جهاز عمل، الجزء الكهربائي مغلق بسكن موثوق. يجب أن تكون الكابلات الكهربائية الموجودة في الجهاز معزولة تمامًا ومتوافقة مع الخصائص الكهربائية للجهاز.
يجب أن يكون مكان اللحام مجهزاً بطاولة عمل ومصادر إضاءة وحافلة تأريض ووسائل حماية ضد الصدمات الكهربائية ومعدات مكافحة الحرائق.
وقبل البدء في العمل، عليك أن تدرس بعناية قواعد اللحام الكهربائيوالنظر في أساليب وخيارات إجراء الاتصالات ودراستها.
استنتاجات وفيديو مفيد حول هذا الموضوع
ندعوكم لمشاهدة فيديو ورشة عمل اللحام: كيفية لحام اللحامات الأفقية والرأسية:
ليس من الضروري أن تكون لحامًا مؤهلًا، ولكن إتقان تقنيات اللحام أمر مرغوب فيه. بفضل مهارات اللحام الموجودة، لدى الشخص المزيد من الفرص لتنفيذ مشاريع منزلية مختلفة.
إذا كنت ترغب في ذلك، يمكنك دائما دراسة التكنولوجيا، وسوف تساعدك الخبرة العملية على إتقان تقنية أداء العمل على مستوى عال.
هل ترغب في التحدث عن تجربتك الخاصة في تصنيع اللحامات؟ هل تعرف التفاصيل الدقيقة للعملية التي لم يتم ذكرها في المقالة؟ يرجى كتابة التعليقات في الكتلة أدناه.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}