لحام الأنابيب النحاسية: خطوة بخطوة تحليل العمل والأمثلة العملية
يحاول الحرفيون المنزليون تنفيذ أعمال البناء والإصلاح بأنفسهم، مما يسمح لهم ليس فقط بتوفير ميزانية الأسرة، ولكن أيضًا بالثقة التامة في نتيجة عالية الجودة. ولذلك، يتعين عليهم إتقان تقنيات وتقنيات جديدة، مثل لحام الأنابيب النحاسية.
سنخبرك بكيفية تجميع وتوصيل الاتصالات من الأنابيب النحاسية. ستجد هنا المواد الاستهلاكية والأدوات التي سيحتاجها المؤدي. المهارات المفيدة حتى في الحياة اليومية ستجعل من الممكن تجميع خطوط الأنابيب بشكل مستقل ذات خصائص أداء ممتازة.
محتوى المقال:
لحام النحاس: لماذا يجب أن تتعلمه
نادرا ما تستخدم خطوط الأنابيب النحاسية في الممارسة العملية. والسبب في ذلك هو التكلفة العالية للمواد. ومع ذلك، تعتبر خطوط الأنابيب النحاسية الأفضل بحق.
يتفوق هذا المعدن على جميع المواد الأخرى في مقاومة الحرارة والمرونة والمتانة. تسخين خطوط الأنابيب النحاسية بعد التجميع، يمكن سكبه في الخرسانة، وإخفائه في الجدران، وما إلى ذلك. لن يحدث شيء لهم أثناء العملية.

هذا يستحق النظر عند اختيار المواد للتدفئة أو السباكة. وفيما يتعلق بالتشغيل على المدى الطويل، فإن التكاليف المرتفعة تستحق العناء. بالإضافة إلى خصائص الأداء الممتازة التي يتمتع بها النحاس، فهو سهل التركيب. غالبًا ما يتم المبالغة في "الحكايات المخيفة" حول صعوبات اللحام.
من السهل جدًا لحام النحاس. سطحه لا يتطلب استخدام عوامل التنظيف العدوانية. تتمتع العديد من المعادن منخفضة الذوبان بقدرة التصاق عالية بها، مما يبسط اختيار اللحام.
ليست هناك حاجة لتدفقات النحاس باهظة الثمن، لأن التفاعلات العنيفة مع الأكسجين لا تحدث عند صهر المعدن. أثناء عملية اللحام، لا يتشوه الأنبوب، ويبقى شكله وأبعاده دون تغيير. يمكن فك التماس الناتج إذا لزم الأمر.
طرق لحام قطع النحاس
يعتبر اللحام أفضل طريقة لربط الأجزاء النحاسية. أثناء التشغيل، يملأ اللحام المنصهر الفجوة الصغيرة بين العناصر، ويشكل اتصالاً موثوقًا به.
هناك طريقتان أكثر شيوعًا للحصول على هذه المركبات. هذا هو لحام الشعيرات الدموية ذو درجة الحرارة العالية والمنخفضة. دعونا معرفة كيف تختلف عن بعضها البعض.
ملامح اتصالات درجة حرارة عالية
في هذه الحالة، تتم عملية ربط العناصر النحاسية عند درجات حرارة تتجاوز +450 درجة. تركيبات تعتمد على معادن مقاومة للحرارة إلى حد ما: يتم اختيار الفضة أو النحاس كجندى.
إنها توفر التماسًا متينًا مقاومًا للأضرار الميكانيكية ودرجات الحرارة المرتفعة. يسمى هذا الاتصال صلبًا.

خصوصية ما يسمى باللحام الصلب هو تلدين المعدن مما يؤدي إلى تليينه. لذلك، من أجل أن يكون فقدان خصائص قوة النحاس في حده الأدنى، يجب تبريد اللحام النهائي بشكل طبيعي فقط، دون استخدام النفخ الاصطناعي أو غمر الجزء في الماء البارد.
يتم استخدام الوصلة الصلبة للأنابيب التي يتراوح قطرها من 12 إلى 159 ملم. يتم استخدام اللحام بدرجة حرارة عالية لتوصيل أنابيب الغاز.
في السباكة يتم استخدامه في عملية تجميع أنابيب المياه لتوصيل الأجزاء المتجانسة التي يزيد قطرها عن 28 مم. بالإضافة إلى ذلك، يتم استخدام هذا الاتصال في الحالات التي يمكن أن تتجاوز فيها درجة حرارة السائل المتداول في الأنابيب +120 درجة.
يستخدم اللحام بدرجة الحرارة العالية أيضًا لتجميع أنظمة التدفئة. ميزته هي إمكانية ترتيب فرع من نظام مثبت مسبقًا دون تفكيكه أولاً.
لحام بدرجة حرارة منخفضة في الأجزاء
اللحام الناعم أو ذو درجة الحرارة المنخفضة هو توصيل الأجزاء النحاسية، حيث يتم استخدام درجات حرارة أقل من +450 درجة مئوية. في هذه الحالة، يتم اختيار المعادن الناعمة منخفضة الذوبان، مثل القصدير أو الرصاص، كجندي.
يمكن أن يختلف عرض التماس الناتج عن هذا اللحام من 7 إلى 50 ملم. المركب الناتج يسمى ناعم . إنه أقل متانة من الصلب، ولكن لديه عدد من المزايا الهامة.

والفرق الرئيسي هو أنه أثناء عملية اللحام لا يتم صلب المعدن. وبناء على ذلك، تظل قوتها كما هي.
بالإضافة إلى ذلك، فإن درجة الحرارة أثناء اللحام بدرجة حرارة منخفضة ليست عالية كما هي أثناء اللحام بدرجة حرارة عالية. ولذلك يعتبر أكثر أمانا. يتم استخدام ما يسمى بالوصلات الناعمة لتجميع الأنابيب ذات القطر الصغير: من 6 إلى 108 ملم.
اتصالات درجة حرارة منخفضة في السباكة أنابيب النحاس تستخدم لتركيب أنابيب المياه وشبكات التدفئة، ولكن بشرط أن تكون درجة حرارة السائل المتداول فيها أقل من +130 درجة. بالنسبة لخطوط أنابيب الغاز، يمنع منعا باتا استخدام وصلات من هذا النوع.
ما سوف تكون هناك حاجة في هذه العملية؟
لإجراء اتصالات عالية الجودة، سوف تحتاج إلى مواد وأدوات خاصة. بادئ ذي بدء، لمعالجة السطح المنظف مسبقا للأجزاء، ستحتاج إلى تدفق. فهو يزيل الأكاسيد من القاعدة ويحسن تدفق اللحام المنصهر ويقلل التوتر السطحي.
بالإضافة إلى هذا، سوف تحتاج أيضا جندى للعمل مع النحاس. بالنسبة للحام بدرجة حرارة عالية، يتم اختيار مادة لا تحتوي على الرصاص. يجب أن تحمل العبوة عبارة "خالي من الرصاص" أو "خالي من الرصاص".
بالنسبة للحام بدرجة حرارة منخفضة، يتم اختيار لحام منخفض الذوبان، والذي قد يحتوي على القصدير والنحاس والبزموت والفضة. اللحام ذو درجة الحرارة المنخفضة متوفر على شكل سلك 3 مم.

للعمل سوف تحتاج إلى أدوات. أولاً، قاطع الأنابيب. بمساعدتها، يمكنك قطع الأجزاء إلى الحجم المطلوب.من المهم اختيار أداة عالية الجودة حتى لا تتجعد المادة الناعمة وهي النحاس.
ستحتاج أيضًا إلى مزيل الشطب لإزالة النتوءات. خلاف ذلك، سيكون من المستحيل إدراج جزء واحد في جزء آخر. تُستخدم أيضًا فرشاة أو فرشاة لتنظيف السطح الداخلي للأنابيب.

يتم استخدام أدوات مختلفة لتسخين العناصر النحاسية. في أغلب الأحيان يختارون اللحام في درجات الحرارة المنخفضة موقد غاز، وجود لهب موجه بشكل ضيق.
تعمل معدات الغاز في هذه الحالة من أسطوانة بها خليط من البروبان والبيوتان أو من البيوتان النقي. واحدة من هذه الحشوة تكفي لـ 3-4 مائة مفاصل.
يعمل الجهاز بكفاءة، فعند تسخينه بواسطة الموقد، يسخن الأنبوب خلال ثوانٍ معدودة. يتم إجراء اللحام بدرجة حرارة عالية باستخدام مخاليط غاز البروبان والأكسجين أو هواء الأسيتيلين.
بالإضافة إلى ذلك، يمكن إجراء اللحام باستخدام مكواة لحام كهربائية خاصة، مصممة للعمل مع الأجزاء النحاسية. يمكن للجهاز العمل مع كل من اللحام الصلب والناعم. يتم توصيل مكواة اللحام بالشبكة واستخدامها حيث يكون من المستحيل العمل باللهب المكشوف. الجهاز مجهز كماشة تثبيت وأقطاب كهربائية قابلة للإزالة.
بالإضافة إلى هذه الأدوات، لتركيب خطوط الأنابيب، ستحتاج إلى قلم تحديد أو قلم رصاص وشريط قياس ومطرقة ومستوى بناء.
تكنولوجيا اللحام لمنتجات النحاس
بعد إعداد الأدوات والمواد، يمكنك البدء في عملية اللحام. نقوم بتنفيذ جميع العمليات بالتسلسل التالي:
قطع الجزء إلى الطول المطلوب
يمكن استخدام مجموعة متنوعة من الأدوات لقطع الأنابيب النحاسية. الأداة الأكثر استخدامًا هي قاطع الأنابيب اليدوي. لضمان قطع متساوٍ، أمسك الأنبوب بشكل عمودي فقط على الأداة.
نقوم بتثبيت الجزء الموجود بين الأسطوانة والشفرة ونقوم بتدوير قاطع الأنابيب حوله. لا تنس ربط مسمار الضبط بحوالي ثلث دورة بعد كل دورة. عند استخدام قاطع الأنابيب، سيكون القطع سلسًا، وستظهر نتوءات داخل الأنبوب فقط.

ولكن في الوقت نفسه، سوف ينخفض قطر المنتج قليلا، وهو أمر غير مرغوب فيه. يمكنك تجنب تشوه الجزء عن طريق قطعه بالمنشار. ولكن في هذه الحالة، سيكون هناك الكثير من النتوءات التي يجب إزالتها، وستحتاج إلى استخدام قالب لتقليل شطبة القطع.
سيؤدي تفتيت أو قطع الأنابيب إلى شكل بيضاوي إلى عواقب غير سارة، لأنه سيغير بالتأكيد حجم فجوة التثبيت. يجب أن تكون قيمته في حدود 0.02-0.4 ملم. إذا كانت الفجوة أصغر، فلن يتمكن اللحام من الدخول إليها. من خلال زيادة الفجوة، لن يظهر التأثير الشعري.
نتيجة للقطع، يجب أن تكون النتيجة جزءًا ذو نهاية أسطوانية تمامًا، مع الحد الأدنى من زاوية القطع. تأكد من إزالة أي نتوءات من الجزء وتنظيف سطحه الداخلي بفرشاة وإزالة الشحوم منه. نقطع القطعة الثانية من الأنبوب بنفس الطريقة. نأخذ موسع الأنبوب ونستخدم المطرقة لزيادة قطر الأنبوب الثاني.

نتحقق من مدى تناسب الأجزاء مع بعضها البعض، والتحقق من أبعاد فجوة التثبيت الناتجة. يجب أن تتوافق تمامًا مع القاعدة. نقوم بتنظيف وإزالة الشحوم من الجزء الثاني.نقوم بتنفيذ العملية على كامل المقطع العرضي للأنبوب، مع الأخذ في الاعتبار أن طول الوصلة يجب أن يكون مساويًا لقطر الجزء.
تطبيق التدفق على سطح الأنبوب
وفقا لقواعد التكنولوجيا لحام الأنابيب النحاسية، يجب تطبيق طبقة من التدفق على الأجزاء. نحن نأخذ التركيبة ونطبقها بعناية بفرشاة على السطح الخارجي للأنبوب الذي سيكون موجودًا داخل المفصل.
نقوم بتنفيذ العملية بعناية فائقة. نحاول جمع الحد الأدنى من المحلول وتوزيعه بالكامل على الجزء. يجب ألا يكون هناك تدفق زائد على السطح.
توصيل الأجزاء قبل اللحام
بمجرد تطبيق التدفق على الأجزاء، يجب أن يتم ضمها. يجب أن يتم ذلك بسرعة كافية حتى لا تصل أي جزيئات من الملوثات إلى السطح المبلل. إذا كنا نعمل مع تركيب أو مقبس، فإننا نقوم بإجراء اتصال كامل للعناصر.
للقيام بذلك، قم بتدويرها على طول الطريق. أثناء عملية التدوير، لا "تسقط" الأجزاء في مكانها فحسب، بل يتم توزيع التدفق أيضًا على فجوة التثبيت بالتساوي قدر الإمكان.

يحظر ترك التدفق على الجزء لأنه تركيبة كيميائية عدوانية.
يتم لحام الصنبور بتركيب يعتمد على حلقة الضغط بالترتيب التالي:
تشكيل المفاصل أثناء اللحام بدرجة حرارة منخفضة
عند إجراء اتصال ناعم، من الضروري استخدام لحام منخفض الذوبان وتدفق بدرجة حرارة منخفضة. للتدفئة، يمكنك أن تأخذ موقد غاز قياسي أو صغير الحجم، وهو مشحون بمزيج من البروبان والهواء أو البروبان مع البيوتان والهواء. يمكنك أيضًا أن تأخذ مكواة لحام كهربائية خاصة.
نأخذ الموقد ونشعله ونوجه اللهب إلى وصلة الأنابيب. يجب تحريك رقعة التلامس الموجودة بين اللهب والجزء باستمرار. يعد ذلك ضروريًا لضمان تسخين العناصر بالتساوي. نحن نأخذ اللحام ونلمس به الفجوة المتصاعدة من وقت لآخر. عندما يسخن بدرجة كافية، يبدأ اللحام في الذوبان.

بمجرد حدوث ذلك، حرك الموقد إلى الجانب للسماح للحام بملء فجوة الشعيرات الدموية بالكامل. إذا لم يبدأ اللحام في الذوبان بعد، فاستمر في التسخين. من مميزات اللحام ذو درجة الحرارة المنخفضة أن اللحام لا يتم تسخينه بشكل خاص. يجب أن تذوب من حرارة عناصر الاتصال الساخنة.
بعد أن يملأ اللحام فجوة الشعيرات الدموية بالكامل، يجب تركه ليبرد، ويفضل أن يكون ذلك في الظروف الطبيعية. يجب أن نتذكر أن الاتصال الناعم الناتج له قوة منخفضة، لذا يحظر لمسه وهو ساخن.
نقطة أخرى مهمة. أثناء عملية اللحام، من المهم للغاية عدم ارتفاع درجة حرارة النحاس. خلاف ذلك، سيتم تدمير التدفق المطبق على المعدن، وبالتالي، لن يكون قادرا على حل وإزالة الأكاسيد، والتي سيكون لها تأثير سلبي حاد على جودة الاتصال.
ولذلك فمن المستحسن استخدام التمويه مع مسحوق اللحام. عندما تكون درجة حرارة الجزء كافية لتسخين اللحام، سوف يذوب المسحوق وستظهر قطرات من الذوبان داخل التدفق.
إذا كان استخدام اللهب لسبب ما غير مقبول، يتم استخدام آلات لحام تعمل بالكهرباء. هذه المعدات عبارة عن مجموعة من مصدر الطاقة والملقط الكهربائي ومكواة اللحام.
لا يختلف إجراء التسخين والتكوين اللاحق للاتصال بمكواة اللحام عن الإجراء الموضح أعلاه. التحذير الوحيد: قد يستغرق الأمر وقتًا أقل لتسخين الأجزاء بالكامل مقارنةً بالتسخين باستخدام الموقد.
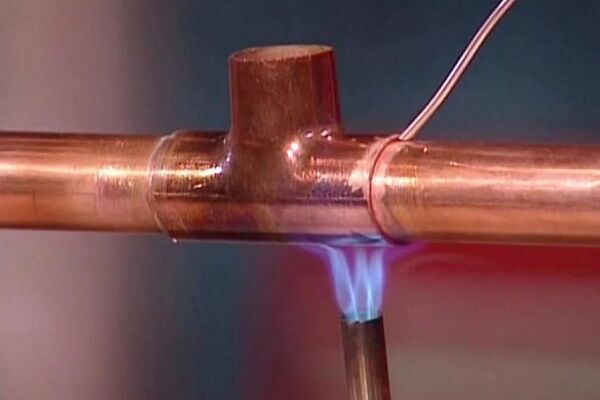
تشكيل التماس أثناء اللحام بدرجة حرارة عالية
في عملية هذا اللحام، يتم استخدام موقد الغاز أيضًا لتسخين الأجزاء. يتم تغذيته بمزيج من البروبان والأكسجين أو الأسيتيلين والهواء. من الممكن استخدام خليط الأسيتيلين والأكسجين.
يوصي الخبراء بتسخين الأجزاء بالتساوي وبسرعة. أي أن عملية التسخين يجب أن تكون قصيرة. يجب أن ينتج عن احتراق الغاز في الجهاز لهب أزرق ساطع ذو كثافة منخفضة.

نقوم بتحريك الموقد بسلاسة على طول الاتصال المستقبلي بحيث يكون التسخين موحدًا قدر الإمكان. عندما يسخن النحاس إلى حوالي 750 درجة مئوية، فإنه سيتحول إلى لون الكرز الداكن. عند هذه النقطة، تطبيق جندى.
لتدفئته بشكل أفضل، يمكنك تسخينه قليلاً باستخدام الموقد. ولكن في الوقت نفسه، يجب أن نتذكر أن اللحام يجب أن يذوب من الأجزاء الساخنة من الاتصال، وليس من الموقد. من الناحية المثالية، تحتاج إلى توفير الاتصال بأقل قدر من التسخين، حيث يذوب اللحام على الفور ويملأ فجوة التثبيت في المرة الأولى.
قد لا يعمل هذا على الفور، ولكن مع اكتساب الخبرة، ستتحسن النتيجة. بعد ملء الفجوة بالكامل باللحام، اترك الاتصال ليبرد. لا ينصح بلمسه في هذا الوقت. امسح التماس المبرد جيدًا لإزالة أي تدفق متبقي.
تحليل مفصل لتكنولوجيا لحام خطوط الأنابيب النحاسية باستخدام شعلة الغاز الواردة في المادةوالتي ننصحك بالتعرف على محتوياتها.
احتياطات السلامة عند لحام الأنابيب النحاسية
يهتم الحرفيون المبتدئون بكيفية لحام الأنابيب النحاسية بشكل صحيح، ولكن في نفس الوقت ينسون السلامة. هذا لا يمكن القيام به. عليك أن تفهم أن النحاس يتمتع بموصلية حرارية عالية، لذلك لا يمكنك حمل الأجزاء بين يديك دون نوع من الحماية.
الإهمال والإهمال في تجميع خطوط أنابيب النحاس قد يؤدي إلى حرق حراري. يتم التعامل مع العناصر الصغيرة التي يصل طولها إلى 0.3 متر فقط باستخدام قفازات واقية أو يتم تثبيتها بالكماشة.
الحذر مطلوب أيضًا عند العمل مع التدفق. هذه تركيبة عدوانية للغاية. إذا لامس جلدك أثناء عملية اللحام، فيجب عليك التوقف عن العمل فورًا وغسل الجلد المتدفق بكمية كبيرة من الماء والصابون.خلاف ذلك، قد تظهر على الجلد ليس فقط الحرارية، ولكن أيضا الحروق الكيميائية.

يجب أيضًا اختيار ملابس العمل بشكل صحيح. الأقمشة الاصطناعية ليست مناسبة على الإطلاق. الألياف الاصطناعية حساسة للغاية لدرجات الحرارة المرتفعة. يذوب ويشتعل بسهولة، لذلك من الأفضل للعمل اختيار الملابس السميكة المصنوعة من القطن الطبيعي.
نقطة أخرى مهمة. عندما يتم تسخين الأجزاء، يبدأ التدفق في الاحتراق. أبخرتها تشكل خطرا على البشر. لهذا السبب، يجب أن تكون الغرفة التي يتم فيها لحام الأنابيب النحاسية جيدة التهوية.
ينصح الحرفيون ذوو الخبرة أولئك الذين يتناولون اللحام لأول مرة بالتدرب أولاً على قصاصات الأنابيب. تبين الممارسة أنه بعد ثلاثة أو أربعة اتصالات مكتملة بشكل مستقل، يمكنك بالفعل البدء في تثبيت خط الأنابيب. في هذه الحالة، من المستحسن تجميع النظام على الأرض وبعد ذلك فقط البدء في اللحام.
يجب شطف خط الأنابيب النهائي جيدًا بالماء الساخن النظيف لإزالة اللحام والتدفق من داخل الأجزاء.
الأخطاء الأساسية التي ارتكبت عند اللحام
عملية لحام الأنابيب النحاسية بسيطة للغاية، ولكنها تتطلب بعض الخبرة. غالبًا ما يرتكب المبتدئون أخطاء في عملهم.
دعونا نفكر في أهمها:
- وجود عيوب على سطح الأجزاء التي يتم توصيلها. قد تظهر مثل هذه العيوب أثناء عملية قطع الأنبوب. إذا تم إجراء اللحام على عيب، فإن التماس سيكون ضعيفا.
- التلوث في المنطقة التي ترتبط فيها العناصر. يجب إزالة الشحوم من الأجزاء بعد القطع والتنظيف.
- عرض غير كاف لفجوة التثبيت.وفقًا للقواعد، بالنسبة للأجزاء ذات المقطع العرضي من 6 إلى 108 ملم، يجب أن تكون أبعاد الفجوة من 7 إلى 50 ملم.
- تسخين غير كاف للأجزاء. في هذه الحالة، لن يتمكن اللحام من الاندماج بشكل صحيح مع الركيزة. مثل هذا التماس سوف ينكسر بسهولة حتى مع وجود حمولة صغيرة.
- لا يغطي التدفق سطح الأنبوب بالكامل. تبقى الأكاسيد على سطح الجزء مما يؤثر سلبًا على جودة التماس.
- ارتفاع درجة حرارة منطقة الاتصال. يؤدي إلى احتراق التدفق وتكوين الأكسيد والحجم. ونتيجة لذلك، تتدهور جودة الاتصال بشكل حاد.
- التحقق من اتصال ساخن. قبل التحقق من جودة التماس، تحتاج إلى التأكد من أن الأنبوب قد تم تبريده. وإلا فإن الاتصال سوف يتشوه حتما ويفقد قوته.
- تجاهل قواعد السلامة. يتم اللحام في درجات حرارة عالية وباستخدام مواد كيميائية عدوانية. مطلوب ملابس واقية وقناع وقفازات.
قد يكون من الصعب على سيد مبتدئ أن يحدد بشكل مستقل درجة تسخين الأجزاء، فمن المفيد دعوة أحد المحترفين وإجراء الاتصالات الأولى تحت قيادته.
سوف يعرّفك على طرق بناء دوائر التدفئة من الأنابيب النحاسية. المقالة التاليةوالتي ننصحك بالتعرف عليها.
استنتاجات وفيديو مفيد حول هذا الموضوع
يمكنك معرفة المزيد من المعلومات المثيرة للاهتمام حول لحام الأنابيب النحاسية من مقاطع الفيديو التالية.
الفيديو رقم 1. مميزات لحام النحاس بدرجة الحرارة العالية:
الفيديو رقم 2. كيفية لحام التجهيزات النحاسية بشكل صحيح:
الفيديو رقم 3. ما هي أنواع التدفقات الموجودة للحام؟
يعد لحام الأنابيب النحاسية بنفسك مهارة مفيدة ستكون بالتأكيد مفيدة للعامل الماهر في المنزل. تعمل خطوط الأنابيب النحاسية لفترة طويلة جدًا وبدون مشاكل.بالنظر إلى التكلفة العالية إلى حد ما لهذه الأجزاء، يمكنك توفير الكثير على التجميع الذاتي والحصول على خط أنابيب عالي الجودة بسعر معقول للغاية.
هل لديك خبرة شخصية في توصيل الأنابيب النحاسية باللحام؟ ربما لديك معرفة بالفروق الدقيقة في تنفيذ العمل؟ يرجى كتابة التعليقات في المربع أدناه وطرح الأسئلة ومشاركة رأيك وصورك حول موضوع المقال.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
نادرًا ما أصادف أنابيب نحاسية، حيث يستخدمها عدد قليل جدًا من الأشخاص، ويفضلون البلاستيك الأرخص والأكثر نفعية. لكنني رأيت مثل هذه الأنابيب في المنازل التي تدعي أنها مكانة "النخبة". أنها تتناسب تماما مع الداخل هناك. واضطررت أيضًا إلى لحامهم. أستطيع أن أقول من تجربتي الشخصية أن القيام بهذا العمل سهل وهناك فروق دقيقة.
النحاس معدن سريع الاستجابة ولن يسبب لك مشاكل في حد ذاته. ولكن إذا ارتكبت أخطاء بنفسك، فبعد مرور بعض الوقت، سوف يتسرب مكان اللحام الخاص بك. لكل من واجه فجأة الحاجة إلى لحام أنبوب نحاسي، سأقول أولاً - لا تكن كسولًا ولا تضيع الوقت في الأعمال التحضيرية! البداية الجيدة هي نصف المعركة.
إذا قمت بتقليلها بشكل سيئ، فسوف تتسرب. إذا قمت بتنظيفه بشكل سيء، فهو نفس الشيء. ثانيا: كمية معتدلة ولكن كافية من التدفق. إذا ندمت على ذلك، فسوف يتسرب. أفرط في ذلك وسوف ينتهي بك الأمر مع مفصل قبيح. ثالثاً: ظروف درجة الحرارة المناسبة. ارتفاع درجة الحرارة وانخفاض درجة الحرارة سيئة بنفس القدر. بشكل عام، إذا كنت ستقوم باللحام لأول مرة، فمن الأفضل العثور على قطعة من الأنابيب النحاسية في مكان ما والتدرب عليها، كما في المسودة. وفي الوقت نفسه، حدد أخطائك المحتملة.