حول طرق التحكم بواسطة مقاييس خيوط الأنابيب الأسطوانية
في السنوات الأخيرة، أصبحت المشعاعات ثنائية المعدن المزودة بمجمعات فولاذية وغطاء خارجي من الألومنيوم ذات شعبية متزايدة بين أجهزة التسخين المقطعية.وفقا للتقنيات الأوروبية، يتم تصنيع الخيوط الداخلية لأجهزة التدفئة من معظم الشركات المصنعة باستخدام طريقة المتداول. توفر الخيوط المدرفلة اتصالاً متينًا وآمنًا، كما يتضح من سنوات عديدة من الاستخدام الناجح للمشعات ثنائية المعدن.
وفقًا لـ GOST 31311-2005 "أجهزة التدفئة. الشروط الفنية العامة" (الفقرة 8.2.) يتم اختبار التوصيلات الملولبة لأجهزة التسخين باستخدام مقاييس الخيوط. في الوقت نفسه، قامت شركات تصنيع الرادياتير الفردية التي تستخدم التكنولوجيا الملولبة، بالإضافة إلى جمعيات الصناعة غير الهادفة للربح، باقتراح/نداء مرارًا وتكرارًا إلى مختلف الهيئات والإدارات والخدمات الحكومية مع المطالبة بإجراء فحص إضافي للخيوط الداخلية باستخدام مقاييس سلسة.
تبحث هذه الورقة في صحة هذه المقترحات ومدى استصواب إدخال مثل هذا المطلب الإضافي باستخدام مثال الخيط G1، والذي يستخدم في معظم أجهزة التدفئة.
أولاً، دعونا نلقي نظرة على المتطلبات الأساسية لصنع خيوط الأنابيب.
- يتم تحديد معلمات خيوط الأنابيب الأسطوانية بواسطة GOST 6357-81 "المعايير الأساسية لقابلية التبادل. خيط الأنابيب الأسطواني "، والذي بموجبه:
يجب أن يتوافق ملف تعريف الخيط الاسمي وأبعاد عناصره مع تلك المشار إليها في الرسم 1:
الرسم 1
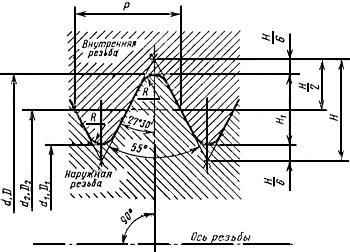
يتم عرض أبعاد المؤشرات المذكورة أعلاه بالملليمتر لخيط G1 في الجدول 1:
الجدول 1
| الخطوة ص | ن | H1 | ر | |||
| 2,309 | 33,249 | 31,770 | 30,291 | 2,217774 | 1,478515 | 0,317093 |
في الوقت نفسه، وفقًا لنفس GOST 6357-81، يُسمح بعمل سلاسل مع انحرافات عن القيم المحددة (التسامحات)، والتي بموجبها سيتوافق الخيط أيضًا مع GOST 6357-81.
تظهر مخططات حقول التسامح للخيوط الخارجية والداخلية في الرسم 2.
يتم حساب الانحرافات من ملف تعريف الخيط الاسمي (المثالي) في الاتجاه المتعامد مع محور الخيط.
الرسم 2
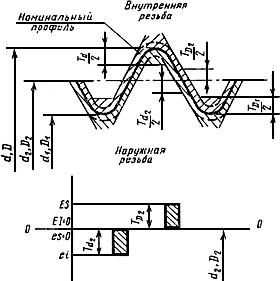

- تفاوتات القطر d، d2، D1، D2
يجب أن تتوافق القيم العددية للتفاوتات لأقطار الخيوط الخارجية والداخلية مع تلك الواردة في الجدول 3:
الجدول 3
| تعيين حجم الموضوع | الملعب P، مم | الصفحات الخارجية | الخيط الداخلي | ||||
| أقطار الخيط | |||||||
| القطر الخارجي للخيط الذكور | متوسط قطر الخيط الخارجي | متوسط قطر الخيط الداخلي | القطر الداخلي للخيط الأنثوي | ||||
| التسامح، ميكرون | |||||||
| تد | Td2 | TD2 | TD1 | ||||
| الفئة أ | الصف ب | الفئة أ | الصف ب | ||||
| G1 | 2,309 | 360 | 180 | 360 | 180 | 360 | 640 |
لاحظ أنه وفقًا للجدول 1، فإن قيمة H1 (ارتفاع العمل لملف الخيط) تساوي 1.478515 مم، ووفقًا للجدول 3، فإن التفاوتات في القطر الداخلي للخيط الداخلي D1 والقطر الخارجي لـ الخيط الخارجي d هو 640 ميكرومتر و 360 ميكرومتر على التوالي. يُظهر الرسم 3 ملفات تعريف الخيوط الداخلية والخارجية G1، المصنوعة بأقصى انحراف مسموح به عن ملف التعريف الاسمي وفقًا للجدول 3. علاوة على ذلك، تتوافق ملفات تعريف الخيوط هذه تمامًا مع متطلبات GOST 6357-81.
الرسم 3
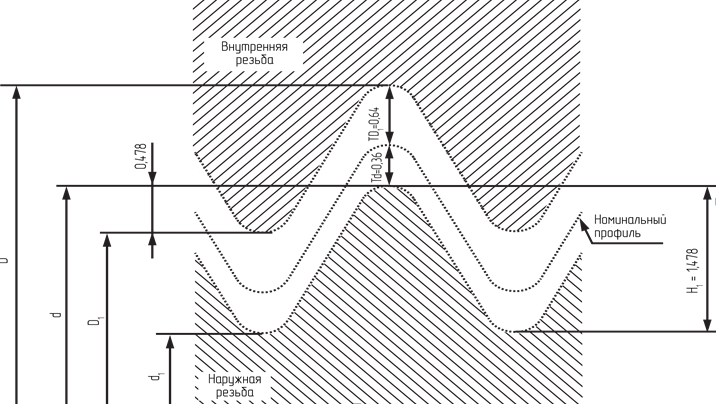
يوضح الرسم بوضوح أنه في هذه الحالة، يتم تضمين 32.4% فقط من ارتفاع ملف تعريف الخيط في الاتصال الملولب.
في هذا الصدد، من المثير للدهشة بشكل خاص موقف بعض الشركات المصنعة لأجهزة التدفئة، وكذلك جمعيات الصناعة المتخصصة، التي تعتبر أنه من غير المقبول الاعتراف بخيط مقبول إذا كان ملف تعريف الخيط 38٪ فقط من القيمة الاسمية. على ما يبدو، فإن هؤلاء المصنعين والجمعيات ببساطة لا يفهمون الأساسيات الأولية لـ GOST 6357-81 من حيث الخيط (بأي أبعاد) الذي يعتبر مصنوعًا وفقًا لـ GOST.
في رأينا، ترتبط الحاجة إلى مثل هذه التفاوتات الكبيرة بمتطلبات الفقرة 5.1.6 "SP 73.13330.2016 أنظمة الصرف الصحي الداخلية للمباني"، والتي بموجبها "عند تجميع الوحدات، يجب إغلاق الوصلات الملولبة.
كمادة مانعة للتسرب للوصلات الملولبة عند درجات حرارة الوسط المنقول حتى 378 كلفن (105 درجة مئوية)، يوصى باستخدام شريط FUM أو خيوط الكتان وفقًا لـ GOST R 53484، المشربة بالرصاص الأحمر أو الرصاص الأبيض.ممزوجًا بزيت تجفيف طبيعي أو معاجين مانعة للتسرب خاصة.
الآن دعنا ننتقل إلى النظر في القضية الرئيسية لهذه المقالة: ما مدى استحسان تضمين الوثائق التنظيمية المتعلقة بالتحكم في خيوط أجهزة التسخين شرطًا للفحص الإلزامي للخيوط الداخلية باستخدام أجهزة قياس ناعمة.
دعونا نحلل الاقتراح الخاص بمراقبة الخيوط الداخلية لأجهزة التسخين باستخدام مقياس تمرير سلس:
دعونا نفكر في الخيار المثالي عندما يتم تصنيع الخيط الداخلي بما يتوافق بدقة مع GOST 6357-81، أي. بشكل مثالي وفقًا للملف الاسمي دون أي تفاوتات. في هذه الحالة، وفقًا للجدول 2، سيكون قطر الخيط الداخلي 30.291 ملم.
دعونا نحاول التحقق من هذا الموضوع بمقياس تمرير سلس.
وفقا للفقرة 6.2. GOST 2533-88 "مقاييس لخيوط الأنابيب. يجب تحديد أحجام قطر التفاوتات للمقاييس الملساء لاختبار الخيوط الخارجية والداخلية وفقًا للصيغ الواردة في الجدول 4.
الجدول 4
| تعيين (نوع الرقم) عيار | اسم والغرض من نوع العيار | قطر العيار | |
| فئة | الحد الأقصى للانحراف | ||
| مقاييس الخيط الداخلي | |||
| العلاقات العامة (23) | مقياس التوصيل السلس |  |  |
| ليس (24) | مقياس قابس سلس بدون استخدام |  |  |
وترد قيم المؤشرات H1 و Z1 في الجدول 5.
الجدول 5
| قيمة TD1 وفقًا لـ GOST 6357 | H1، ميكرومتر | Z1 |
| من 375 ميكرومتر إلى 710 ميكرومتر | 26 | 52 |
من تحليل البيانات في الجداول أعلاه، يترتب على ذلك أن قطر مقياس المرور السلس سيكون مساوياً لـ:
- القيمة الاسمية: D1+ 52 ميكرومتر = 30.343 ملم
- القيمة مع أقصى انحراف علوي: D1+ 52 ميكرومتر + 13 ميكرومتر = 30.356 مم
- القيمة مع أقصى انحراف أقل: D1+ 52 ميكرومتر - 13 ميكرومتر = 30.330 مم
لاحظ أنه وفقًا للفقرة 2.3. الملحق 2 "قواعد استخدام المقاييس" لـ GOST 24939-81 "مقاييس الخيوط الأسطوانية" ، "يجب أن يدخل مقياس التمرير السلس بحرية إلى الخيط المتحكم فيه تحت تأثير وزنه أو قوة معينة."
في هذا الصدد، حصلنا على صورة متناقضة حيث يجب أن يتناسب مقياس التمرير السلس والخالي من التآكل، والذي يبلغ الحد الأدنى لقطره 30.330 مم، بحرية مع خيط مصنوع بشكل مثالي وفقًا لـ GOST 6357-81، قطر وهو 30.291 ملم (الاسمي)، وهو أمر مستحيل في الأساس.
وبالتالي، عند التحقق من الخيط المصنوع بشكل مثالي وفقًا لـ GOST 6357-81 باستخدام مقياس مرور سلس، سيتم التعرف على هذا الخيط على أنه لا يتوافق مع GOST 6357-81، وهو أمر سخيف في حد ذاته.
يفسر هذا جزئيًا الحالات التي يتم فيها رفض التوصيلات الملولبة التي تم إجراؤها وفقًا لـ GOST 6357-81 الفئة A، والتي تتطلب خيوطًا أكثر دقة من حيث الانحرافات المسموح بها (التسامحات)، عند اختبارها باستخدام مقياس تمرير سلس.
مع الأخذ في الاعتبار ما سبق، يمكننا أن نستنتج أن إدخال متطلب إضافي لفحص الخيوط الداخلية لأجهزة التسخين باستخدام مقاييس الحركة السلسة لن يضمن فقط التحكم في تنفيذ الخيوط وفقًا لـ GOST 6357-81، ولكن أيضًا ، على العكس من ذلك، سيؤدي إلى موقف سخيف عندما تعتبر تلك التي تم تصنيعها بما يتوافق تمامًا مع متطلبات أجهزة التدفئة GOST معيبة.
بعد ذلك، دعونا نحلل الاقتراح الخاص بمراقبة الخيوط الداخلية لأجهزة التسخين باستخدام مقياس سلس غير قابل للتمرير:
دعونا نفكر في الخيار عندما يتم تصنيع الخيط الداخلي بالتوافق الكامل مع GOST 6357-81، ولكن مع الحد الأقصى للتسامح الذي توفره GOST - 640 ميكرون (انظر مؤشر TD1 الجدول 3). في هذه الحالة، سيكون قطر الخيط الداخلي 30.931 ملم.
دعونا نحاول التحقق من هذا الموضوع باستخدام مقياس عدم الحركة السلس.
من تحليل البيانات الواردة في الجدول 4 والجدول 5، يترتب على ذلك أن قطر مقياس عدم الحركة السلس سيكون مساويًا لـ:
- القيمة الاسمية: D1+ 640 ميكرومتر = 30.931 ملم
- القيمة في الحد الأقصى للانحراف العلوي: D1+ 640 ميكرومتر + 13 ميكرومتر = 30.944 مم
- القيمة في الحد الأقصى للانحراف الأدنى: D1+ 640 ميكرومتر - 13 ميكرومتر = 30.918 مم
لاحظ أنه وفقًا للفقرة 2.4. الملحق 2 "قواعد استخدام المقاييس" لـ GOST 24939-81 "مقاييس الخيوط الأسطوانية" ، "يجب ألا يدخل مقياس عدم الحركة السلس إلى خيط متحكم فيه تحت تأثير وزنه أو قوة معينة."
في هذا الصدد، حصلنا مرة أخرى على صورة متناقضة حيث لا ينبغي أن يتناسب مقياس NON-pass السلس والخالي من التآكل، والذي يبلغ الحد الأدنى لقطره 30.918 مم، بحرية مع الخيط المصنوع وفقًا لـ GOST 6357-81 بأقصى قدر من التفاوتات ويبلغ قطرها 30.931 ملم، وهو أمر مستحيل في الأساس.
وبالتالي، عند فحص الخيط المصنوع وفقًا لـ GOST 6357-81 بمقياس NON-GOING السلس، سيتم التعرف على هذا الخيط على أنه لا يتوافق مع GOST 6357-81، وهو أمر سخيف في حد ذاته.
مع الأخذ في الاعتبار ما سبق، يمكننا أن نستنتج أن إدخال متطلب إضافي للتحقق من الخيوط الداخلية لأجهزة التسخين بمقاييس سلسة غير قابلة للتمرير لن يضمن التحكم في تنفيذ الخيوط للامتثال لـ GOST 6357-81.
وبالتالي، يشير التحليل أعلاه بوضوح إلى أن استخدام المقاييس الملساء ليس فقط غير قادر على إثبات امتثال أو عدم امتثال الخيط بشكل لا لبس فيه لمتطلبات GOST 6357-81، ولكنه قد يؤدي أيضًا إلى التعرف على الخيط الذي يتوافق تمامًا مع GOST باعتباره معيبًا.
تعتبر قواعد استخدام المقاييس الملساء نفسها ذات أهمية خاصة. تم تحديدها في GOST 24939-81 "مقاييس الخيوط الأسطوانية" (الملحق 2 "قواعد استخدام المقاييس").
وبالتالي، بالنسبة لمقياس التوصيل السلس، هناك متطلب بأن يدخل المقياس بحرية إلى الخيط المتحكم فيه تحت تأثير وزنه أو قوة معينة، وبالنسبة لمقياس التوصيل السلس غير المتدفق، هناك متطلب وهو يجب ألا يدخل هذا المقياس إلى الخيط المتحكم فيه تحت تأثير وزنه أو قوة معينة.
في الوقت نفسه، لا قواعد استخدام الكوادر، ولا GOST 24939-81، ولا أي وثائق تنظيمية أخرى تحدد من وكيف ينبغي تحديد حجم هذه القوة، وفي أي اتجاه يجب أن تعمل على العيار.
من هذا يمكننا استخلاص نتيجة لا لبس فيها، والتي بموجبها لا توجد منهجية واحدة لاستخدام الكوادر التي تحددها اللوائح ذات الصلة.
بالإضافة إلى ذلك، في رأينا، عند مناقشة متطلبات اختبار خيوط أجهزة التسخين، من المستحسن مراعاة شروط مماثلة لمعايير عناصر نظام التسخين المتصلة مباشرة بأجهزة التسخين.
لذلك، في القسم "2. المراجع التنظيمية" GOST 30815-2002 "منظمات الحرارة الأوتوماتيكية لأجهزة التدفئة لأنظمة تسخين المياه في المباني" تم ذكر GOST 6357-81، ومع ذلك، لم يتم استخدامه بشكل أكبر في النص. ربما لهذا السبب، في الإصدار الجديد من GOST 30815-2019، GOST 6357-81 غائب تمامًا عن قائمة المراجع التنظيمية.
بالإضافة إلى ذلك، في GOST 21345-2005 "الصمامات الكروية المخروطية والأسطوانية" لم يتم ذكر GOST 6357 أيضًا.
وبالتالي، في معايير GOST 30815-2019 وGOST 21345-2005 لعناصر أنظمة التدفئة المتصلة مباشرة بأجهزة التدفئة، لا توجد متطلبات لاختبار الخيوط للامتثال لـ GOST 6357-81.
في هذا الصدد، ليس من الواضح ما هو الهدف الدقيق الذي يسعى إليه مؤلفو المقترحات للتحكم في خيوط أجهزة التسخين باستخدام مقاييس سلسة إضافية دون إنشاء أي تحكم على الإطلاق في خيوط عناصر أنظمة التسخين المتصلة مباشرة بأجهزة التسخين.
في رأينا أنه من غير المجدي على الإطلاق إجراء أي نقاش حول استخدام المقاييس الملساء لمراقبة الخيوط الداخلية لأجهزة التدفئة في ظل وجود:
- التناقضات بين القطر الاسمي للخيط الداخلي والقطر الاسمي للتجويف الأملس المحدد في هذه المقالة،
- عدم وجود منهجية موحدة معتمدة لاستخدام العيارات،
- عدم وجود أي متطلبات للخيوط وطرق التحكم فيها فيما يتعلق بعناصر أنظمة التدفئة المتصلة مباشرة بأجهزة التدفئة.
بالإضافة إلى ذلك، من أجل إثبات اعتماد كيفية تأثير نتائج الاختبار باستخدام المقاييس الملساء على قوة التوصيلات الملولبة لأجهزة التسخين، أجرينا سلسلة من الاختبارات. تم اختيار ثماني عينات من ثلاثة أنواع من أقسام الرادياتير للاختبار:
- الألومنيوم (آل)،
- ثنائية المعدن مع قنوات فولاذية موصلة للحرارة عموديًا وأفقيًا (BM)،
- مشعات من الألومنيوم مع قنوات فولاذية موصلة للحرارة (ASVK).
تم اختبار جميع العينات بمقاييس ملولبة (الذهاب وعدم الذهاب)، وتم اختبارها بالإضافة إلى ذلك باستخدام مقاييس ناعمة. يتم عرض نتائج الاختبار باستخدام المقاييس الملساء في الجدول 6.
تم اختيار العينات 7 و 8 بحيث يتناسب المقياس السلس غير المارة بحرية دون جهد مع رد فعل عنيف طفيف في الفتحة الملولبة لأقسام الرادياتير. تم ثمل العينات باستخدام سدادات لولبية موصى بها من قبل الشركة المصنعة للرادياتير. تم إجراء اختبارات الشد الثابتة حتى فشل العينات في مختبر معتمد.
الجدول 6
نتائج اختبار الشد الثابت
| رقم العينة | نوع المبرد | التحقق باستخدام مقياس تمرير سلس | التحقق باستخدام مقياس عدم الحركة السلس | حمل الكسر، N | حد التناسب. حاجِز |
| 1 | بي ام | سلبي | بشكل ايجابي | 48 791 | 604,10 |
| 2 | ASVK | بشكل ايجابي | بشكل ايجابي | 41 884 | 525,71 |
| 3 | ASVK | بشكل ايجابي | بشكل ايجابي | 35 309 | 444,65 |
| 4 | بي ام | بشكل ايجابي | بشكل ايجابي | 108 272 | 1249,13 |
| 5 | ال | بشكل ايجابي | بشكل ايجابي | 39 924 | 502,09 |
| 6 | بي ام | سلبي | بشكل ايجابي | 102 473 | 1061,17 |
| 7 | بي ام | بشكل ايجابي | سلبي | 46 272 | 563,17 |
| 8 | بي ام | بشكل ايجابي | سلبي | 52 987 | 619,63 |
يتم تأكيد نتائج الاختبار من خلال البروتوكولات الرسمية لمختبر الاختبار وتصوير الفيديو والصور.
باستخدام مثال العينة رقم 4، من الواضح أنه عند اختبار المبرد ثنائي المعدن، يحدث تشوه في الاتصال الملولب.

عند اختبار مشعاع الألمنيوم والمبرد بقناة فولاذية موصلة للحرارة، حدث تدمير في جسم قسم الرادياتير.

من البيانات المقدمة، يترتب على ذلك أن خيط مشعاع التسخين الذي لم يتم اختباره بمقياس مرور سلس (العينة 1، 6) أو مقياس عدم المرور (العينة 7، 8)، ولكنه يتوافق تمامًا مع متطلبات GOST - 6357، عند اختباره باستخدام مقاييس الخيوط، يشكل مثل هذا الاتصال الملولب، والذي يتجاوز التشوه النسبي عدة مرات قيم الضغط التي يمكن أن تتحملها العناصر الأخرى لأنظمة التدفئة.
ومما يدل أيضًا على أن المشعات التي لم يتم اختبار خيوطها بأي مقياس أملس، من حيث الموثوقية والسلامة من حيث تدمير التوصيل الملولب، أظهرت نتائج مماثلة، وفي بعض الحالات، أفضل مقارنة بتلك المشعات التي تم اختبار خيوطها على حد سواء. عيارات ناعمة.
وهذا يثبت مرة أخرى أن فحص الخيوط بمقاييس ناعمة لا يؤثر بأي حال من الأحوال على قوة التوصيل الملولب لمشعاع التسخين، وبالتالي على سلامة وموثوقية هذا الجهاز.
علاوة على ذلك، بالنسبة للعينات رقم 7 ورقم 8، تبين أن حمل فشل الاتصال الملولب أعلى من حمل فشل جسم قسم المبرد المصنوع من الألومنيوم والمبرد بقناة فولاذية عمودية. من المهم بشكل خاص أن مشعات الألمنيوم ذات القناة العمودية الفولاذية أظهرت نتائج أسوأ من مشعاع الألمنيوم التقليدي.
بناءً على كل ما سبق في هذه المقالة، يمكننا التوصل إلى نتيجة لا لبس فيها مفادها أن الطرق المتوفرة حاليًا لمراقبة الخيوط الداخلية لأجهزة التسخين باستخدام مقاييس الخيوط فقط (البند 8.2. GOST 31311-2005) أكثر من كافية لإنتاج أجهزة التدفئة الموثوقة والآمنة للمستهلكين.



